







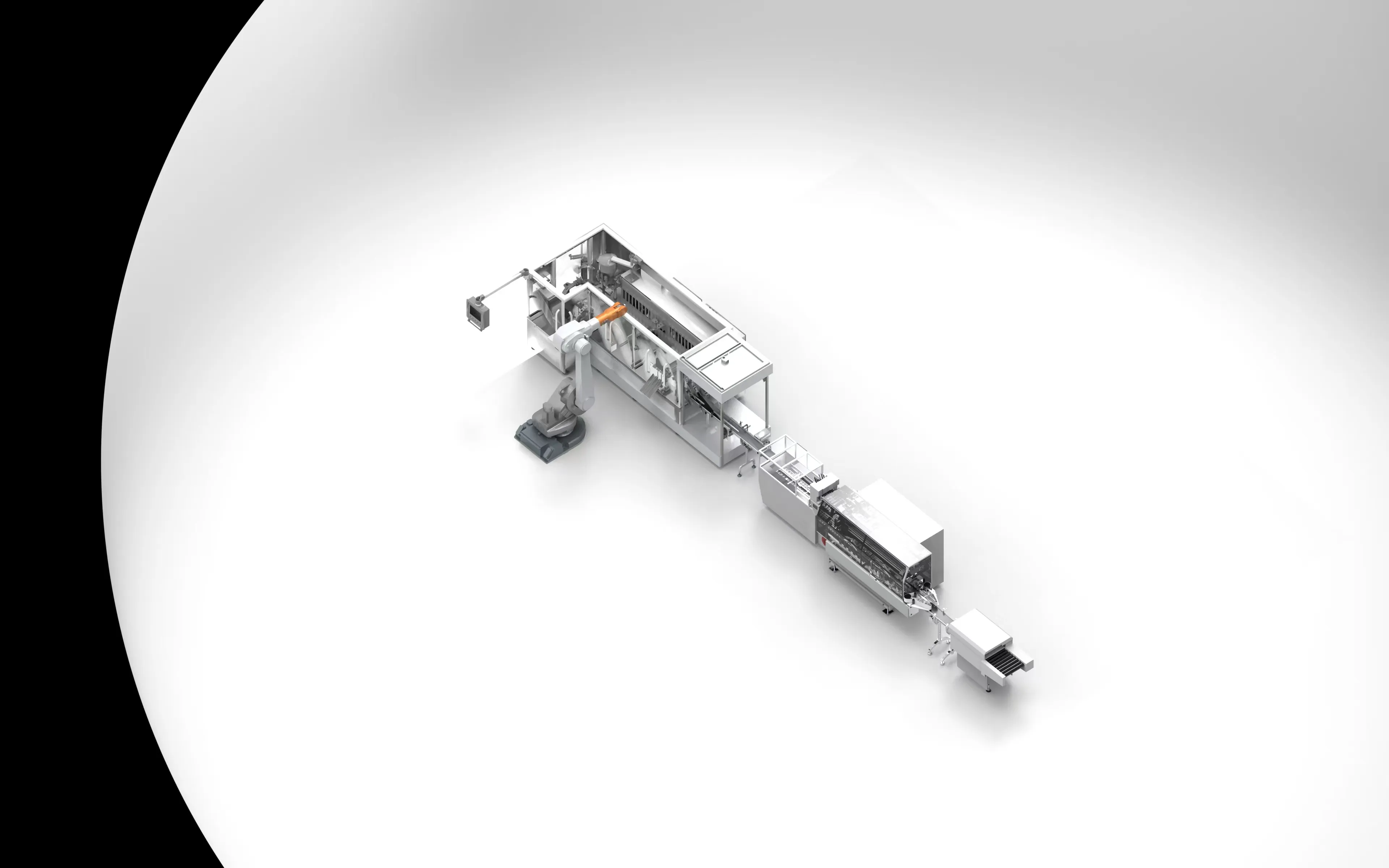
Ointment Tube Filling&Carton Packaging Production line
The RG300 Intelligent Full Servo Ointment Packaging Production Line comprises the FM300AS Full Servo Ointment Filling and Sealing Machine, CM300AS Full Servo Intelligent Cartoning Machine, Checkweigher, LTSW-400 Overwrapping Machine, supervision code system, LTKZX 08A Robotic Case Erector & Packer, and collaborative robotic palletizer, among other equipment. With an overall line speed of 220-250 cartons per minute, it stands as one of the most stable high-speed ointment production lines available in China to date.


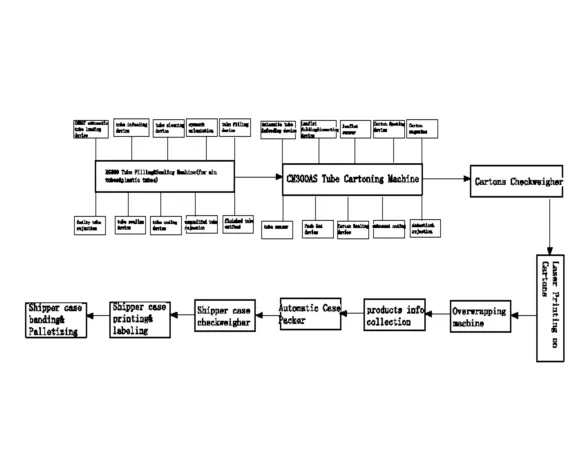
1.FM300 Tube Filling&Sealing Machine:The operator manually removes the cover of the tube box which placed on the buffer conveyor roller. The collaborative robot then sucks up the tubes in a whole row, pulled onto the conveyor belt in an orderly manner, waiting to enter the tube loading station.
The tubes are fed into the machine via the tube feeding system, cleaned by the tube cleaning and inspection system, and then sent to the color mark alignment station controlled by three sets of servo motors. After the nozzle is rounded at the color mark alignment station, the tubes enter into the filling station where filling is controlled by three sets of servo motors. Unqualified tubes (which will not be filled) are rejected at this stage before proceeding to the sealing unit, where sealing is servo-controlled. After sealing, the finished tubes are discharged through a servo-controlled outlet (the machine is equipped with two outlet devices to accommodate different customer packaging requirements). Any tubes that fail the sealing process are removed by the rejection device.
2. CM300AS Automatic Cartoning Machine:The ointment products are fed into buckets of the CM300AS Full Servo Intelligent Cartoning Machine via the tube servo feeding device (for multi-tube packaging, the feeding device can be replaced with a spider-hand gripping and feeding device to meet the cartoning needs of products in various specifications). The GUK leaflet folder folds the instruction manuals as required and feeds them into the magazine. Machine then pushes the materials in the magazine into the cartons opened by the five-station carton erecting mechanism, along with the instruction manuals, and performs steel stamping coding after the materials are placed in the cartons. For magazines with missing materials or instruction manuals, the carton opening device will not dispense cartons. The cartoning machine then proceeds to complete the processes of carton inserting, gluing, and sealing. To ensure that materials and instruction manuals are properly placed inside the cartons, it is equipped with a function to detect the presence of instruction manuals and materials in the cartons. Unqualified products (such as empty cartons or cartons without instruction manuals) are rejected at the outlet of the cartoning machine, completing the cartoning process for the ointment products.
4. Checkweigher:Qualified small cartons move along the conveyor belt to the weighing station, where they are weighed. Small cartons that do not meet the weight requirements are rejected and collected using a dedicated rejection method, while qualified cartons continue forward along the conveyor belt, ready for the next packaging process.
5. Batch No. Laser Printer& Batch printing detection&rejection:Qualified small cartons enter the laser coding station via the conveyor belt, where batch coding (production date, batch number, and expiration date) is performed. The laser coder accurately prints this information at a predetermined position to ensure clarity and traceability, and is equipped with visual inspection to identify and reject/collect cartons with substandard coding. The station is also fitted with a smoke purifier, which absorbs harmful fumes generated by laser printing and discharges pollution-free, harmless gas after purification. After coding, the small cartons continue along the conveyor belt to the next packaging process.
6. Overwrapping Machine:The small cartons pass through a section of buffer conveyor belt, where they are stacked and pushed into the LTSW-400 Overwrapping Packaging Machine for the small carton products.
7. Automatic Case Erector&Packer:After packaging, the inner packages move along the conveyor belt to the barcode information collection station, where barcodes on the small cartons are collected centrally for traceability purposes. The inner packages then proceed to the material sorting platform of the integrated case erector, packer, and sealer for specification sorting. Packed large cartons are sealed by the case sealing device and then move forward along the power roller to the next packaging process.
8. Shipper Case Checkweigher:After Case Packer, the large cartons move along the roller to the large carton weighing station, where they are weighed. Unqualified large cartons are rejected and collected in subsequent processes.
9. Shipper Case Label Printing&Placing machine:Qualified large cartons enter the large carton coding and labeling station, where coding and labeling are performed on the designated label areas of the cartons. Visual inspection is conducted after the operation, and unqualified large cartons are rejected and collected later. Qualified large cartons then move along the conveyor roller to the palletizing station, awaiting subsequent operations.
1.Standard technical specification of FM300 tube filling machine
|
Number |
Item |
Characteristic |
|
1 |
Dimension of equipment (L*W*H) (mm) |
3650*2200*2200 |
|
2 |
Weight (Kg) |
3500 |
|
3 |
Power |
380V 50Hz/20kw |
|
4 |
Material |
Aluminum tubes |
|
5 |
Capacity |
200-230 pcs/min |
|
6 |
Diameter of the tube |
13.5-52mm |
|
7 |
Positional accuracy |
±1mm |
|
8 |
Filling volume |
2-250g |
|
9 |
Filling accuracy |
±0.5-1% |
|
10 |
Sealing type |
Single-sided folding |

2.Standard technical specification of CM300AS cartooning machine
|
Number |
Item |
Characteristic |
||||
|
1 |
Dimension of equipment (L*W*H) (mm) |
5200*1600*1700 |
||||
|
2 |
Weight (Kg) |
3000 |
||||
|
3 |
Power |
380V 50Hz/4kw |
||||
|
4
|
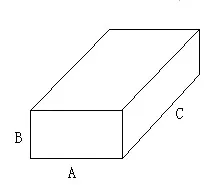
Dimension of carton (mm)
|
Dim. |
Min |
Max |
Max |
Max |
|
A |
20 |
80 |
120 |
150 |
||
|
B |
15 |
70 |
70 |
70 |
||
|
C |
60 |
200 |
200 |
200 |
||
|
A+B |
|
150 |
190 |
220 |
||
|
P |
|
101.6 |
152.4 |
203.2 |
||
|
5 |
Capacity (pcs/min)
|
250 |
180 |
120 |
||
|
6 |
Carton demands |
≥300g/ m2 |
||||
|
7 |
Manual demands |
50g-70g/ m2 |
||||
3.Standard technical specification of LTSW-400 Overwrapping machine
|
Num. |
Item |
Characteristic |
|
|
1 |
Dimension of equipment (L*W*H) (mm) |
2500*800*1800 |
|
|
2 |
Weight (Kg) |
800 |
|
|
3 |
Power |
380V 50Hz/4.5kw |
|
|
4
|
Dimension of carton (mm)
|
Dimension |
Range (mm) |
|
A |
60-250 |
||
|
B |
90-300 |
||
|
C |
25-120 |
||
|
5 |
Capacity (bag/min) |
40-60 |
|
|
6 |
Packing material |
PE film/PVC/BOPP |
|
|
7 |
Ribbon size (mm) |
40-60 |
|
|
8 |
Bundling film thickness (mm) |
0.06-0.08 |
|

4.Standard technical specification of LTKZX-08 Automatic Case Packer
|
Num. |
Item |
Characteristic |
|
|
1 |
Dimension of equipment (L*W*H) (mm) |
4800*2000*2240 |
|
|
2 |
Weight (Kg) |
2000 |
|
|
3 |
Power |
380V 50Hz/11kw |
|
|
4
|
Dimension of box (mm)
|
Dimension |
Range (mm) |
|
a (width) |
200-500 |
||
|
b (height) |
150-400 |
||
|
c (length) |
200-600 |
||
|
Infeed height limit |
850±50 |
||
|
Outfeed height limit |
650±50 |
||
|
5 |
Capacity (box/min) |
3-5 |
|
|
6 |
Tape |
W (48/60) mmxL (100m) |
|
Related Products












